自动包装流水线售后无忧大厂

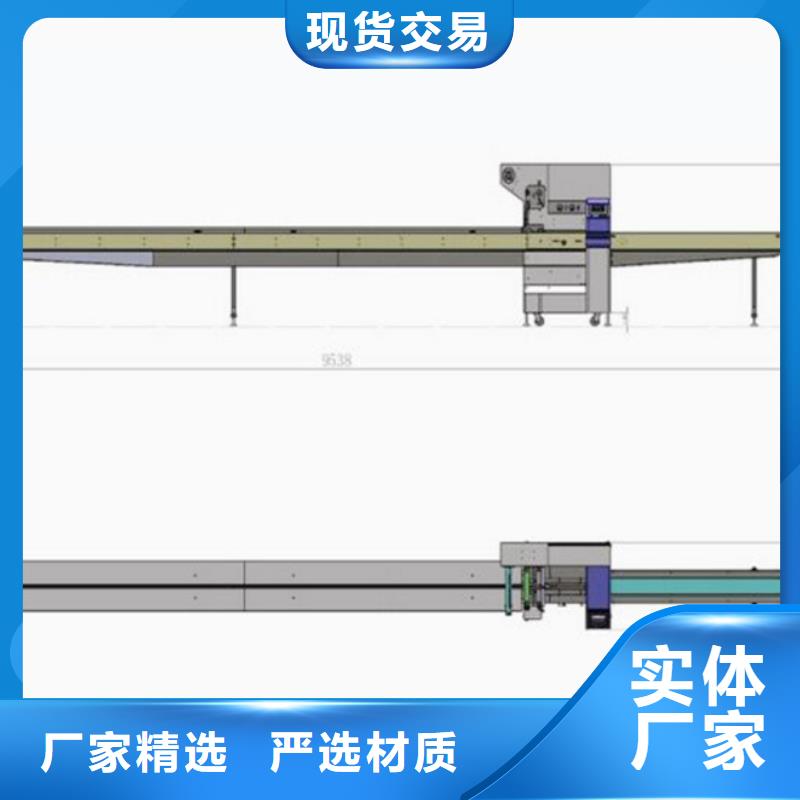
自动包装流水线技术说明:包装生产线分带灯带风扇包装生产线和带灯包装生产线,一般带灯带风扇包装生产线应用广泛些,操作简单.主要用于电子厂、小五金厂、玩具厂等一些包装车间里.两边坐人,中间是一个带输送带的工作台面.提高生产效益,大大减少劳力,工资。
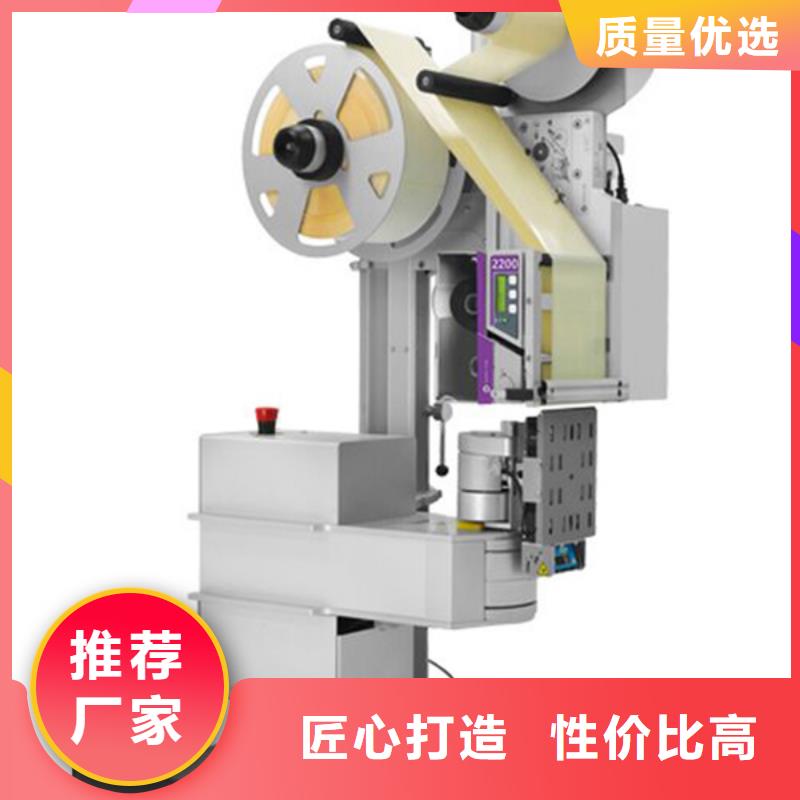
该包装生产线是由罩式吸附式瓦楞机、承纸架、涂胶机、双面机、切纸机,预热辊、双层过桥、制胶机等组成。其特点是自动化程度高,操作维修方便,生产效率高,纸板质量好,结构紧凑,外形美观。
全自动包装生产线当中,设备出现故障的维修方法
大家知道,一条完整的生产线由多个设备以及工序组成,对于生产线发生故障,至好的解决办法是通过逐步排查方式,进行各设备工序的检测,至后作一个整合处理。


克服自动包装流水线里的输送带打滑现象,首先要找到打滑原因,方可采取有效解决措施。?? 在使用过程中,如果出现跑偏,则要作以下检查以确定原因,进行进行调整。输送带跑偏时常检查的部位和处理方法有:1、?检查托辊横向中心线与带式输送机纵向中心线的不重合度。如果不重合度值超过3mm,则应利用托辊组两侧的长形安装孔对其进行调整。具体方法是输送带偏向哪一侧,托辊组的哪一侧向输送带前进的方向前移,或另外一侧后移。2、检查头、尾机架安装轴承座的两个平面的偏差值。若两平面的偏差大于1mm,则应对两平面调整在同一平面内。头部滚筒的调整方法是:若输送带向滚筒的右侧跑偏,则滚筒右侧的轴承座应当向前移动或左侧轴承座后移;若输送带向滚筒的左侧跑偏,则滚筒左侧的轴承座应当向前移动或右侧轴承座后移。尾部滚筒的调整方法与头部滚筒刚好相反。 3、?检查物料在输送带上的位置。?物料在输送带横断面上不居中,将导致输送带跑偏。如果物料偏到右侧,则皮带向左侧跑偏,反之亦然。在使用时应尽可能的让物料居中。为减少或避免此类输送带跑偏可增加挡料板,改变物料的方向和位置??



泰州姜堰依利达包装器材有限公司具有雄厚的技术力量和产品开发能力、先进的生产设备、成熟的生产工艺以及完善的质量保证体系。公司主营产品 热收缩包装机。我们将本着“合理的方案、优质的产品、实惠的价格、完善的售前售后服务”的经营方针,不断为新老客户提供、完善的服务。



产品


- 常年供应无缝管厂家 2026-02-23
- 买雨棚必看-经验丰富 2026-02-23
- 工字钢冷弯机厂家热线 2026-02-23
- 母线槽生产、运输、安装 2026-02-23
- 成品天沟厂家行业口碑好 2026-02-23
- 购买干式变压器满意后付款 2026-02-23
- 球墨铸铁管规格齐全的厂家 2026-02-23
- 铝板量大优惠 2026-02-23
- 球墨铸铁管发货快速 2026-02-23
- 钉箱机广受好评 2026-02-23
- 价格合理的不锈钢管公司 2026-02-23
- 桥梁护栏咨询 2026-02-23
- 不锈钢销售地址 2026-02-23
- NM450耐磨板出厂价 2026-02-23
- 橡塑实体厂家质量有保障 2026-02-23
联系方式
