您当前的位置:商助贸易宝 » 秭归商助贸易宝 »秭归产品 » 异型管购买认准实力厂家
异型管购买认准实力厂家
更新时间:2026-02-22 20:02:38 ip归属地:宜昌,天气:多云,温度:0-15 浏览:1次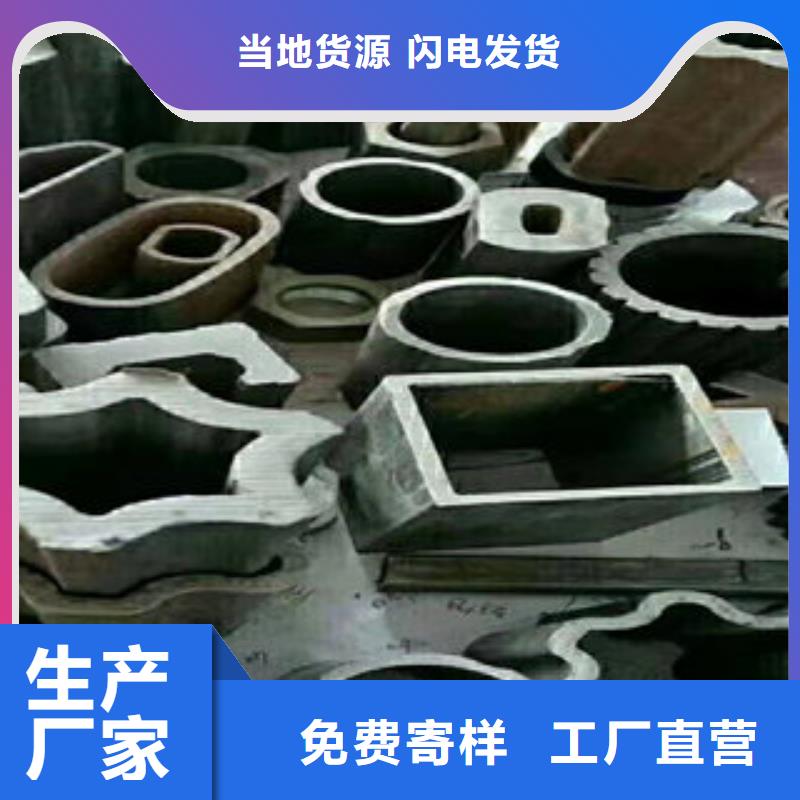



- 发布企业
- 福仕达金属材料(宜昌市秭归县分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 电议
- 运费
- 电议
- 关键词
- 球墨铸铁管
- 所在地
- 开发区汇通物流园内
- 联系电话
- 18762195566
- 手机
- 18762195566
- 联系人
- 李经理 请说明来自商助贸易宝,优惠更多
详细介绍
以下是:宜昌市秭归县异型管购买认准实力厂家的产品参数
【福仕达】业务覆盖多元场景,提供以下产品和服务:西陵球墨铸铁管优选好材铸造好品质、当阳球墨铸铁管匠心品质、伍家岗球墨铸铁管打造好品质等。异型管购买认准实力厂家,福仕达金属材料(宜昌市秭归县分公司)为您提供异型管购买认准实力厂家的资讯,联系人:李经理,电话:【18762195566】、【18762195566】。 湖北省,宜昌市,秭归县 秭归县,隶属湖北省宜昌市。秭归县,位于湖北省西部,长江西陵峡两岸,三峡大坝库首。东与夷陵区交界,南同长阳土家族自治县接壤,西临巴东县,北接兴山县,总面积2274平方公里。2021年,秭归县户籍总人口36.42万人。截至2022年10月,秭归县下辖:8个镇、4个乡,县政府驻茅坪镇长宁大道18号。
无论您是初次接触还是已经熟悉,我们的异型管购买认准实力厂家产品视频将为您带来全新的视觉体验,让您对产品有更深入的了解。
以下是:宜昌秭归异型管购买认准实力厂家的图文介绍

异型管生产时,(一)指挥天车要手势明确,由专人指挥。吊运轧辊挂钢丝绳时,不得将手指放在钢丝绳内侧。(二)调整异型管辊缝时,要注意四点:1.操作中要相互确认;2.所用铁棒必须规范;3.不允许到传动侧及轧机入口侧测量辊缝或轧软线;4.严禁戴手套轧软线。(三)由于根据工作需要而暂移开地面盖板后,要有明显而牢固的标志和护拦,工作完成之后应立即将盖板复位, 不允许长期敞口生产。(四)剪机供电时,禁止靠近。检修异型管生产设备前要确认电源、液压是否在停止状态。(五)动态检查轧机、翻钢机、液压剪时,一定要做到检查人员与操作人员密切配合。远离传动部位,更不得将身体探到轧线内。(六)在换辊、槽过程中,要严格按工艺规程操作。



焊接不锈钢异型管需注意的要点(一)采用平特性焊接电源,直流焊接时采用反极性。使用一般的CO2焊机就可以施焊,但送丝轮的压力请稍调松。(二)为防止异型管焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净。(三)为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80-85°角,填充焊丝与异型管表面夹角应尽可能地小,一般为0°左右(四)异型管MIG焊接容易受到风的影响,有时微风而产生气孔,所以风速在0.5m/sec以上的地方,都应当采取防风措施。(五)干伸长度,一般的焊接电流为250A以下时约5mm,250A以上时约20-25mm较为合适。(六)电弧长度,不锈钢异型管的MIG焊接,一般都在喷射过渡的条件下来施焊,电压要调整到弧长在4-6mm的程度。(七)钨极从气体喷嘴突出的长度,以4-5mm为佳,在角焊等遮蔽性差的地方是2-3mm,在开槽深的地方是5-6mm,喷嘴至工作的距离一般不超过5mm。(八)对接打底时,为防止底层焊道的背面被氧化,背面也需要实施气体保护。(九)直流时采用正极性一般适合于6mm以下的异型管焊接,具有焊缝成型美观,焊接变形量小的特点保护气体为氩气,纯度为99.99%。当焊接电流为50-50A时,氩气流量为8-0L/min,当电流为50-250A时,氩气流量为2-5L/min。


宜昌秭归福仕达金属材料有限公司是一家主要生产 球墨铸铁管的大型企业。多年来凭借雄厚的技术实力,优质成熟的产品,完善的服务体系,取得了迅猛的发展,宜昌秭归福仕达金属材料有限公司将充分发挥自身优势,秉承“科技领先,服务市场,诚信待人,追求完美”的宗旨和“产 品就是人品”的企业理念,不断进行技术创新、设备创新、服务创新、和管理方式创新来继续研发出更多满足未来发展需要的产品,推动我们 球墨铸铁管事业的发展。



椭圆管的火焰切割操作要点:1。预热要透,起割要慢。由于钢棒的表面往往具有不同程度的氧化皮(生锈),加上又是在弧状表面上预热,割炬不能摆动,因而火焰热量的热损失较严重,短时间内难以使氧化皮加热到熔点,这就阻碍了氧和铁的燃烧反应,故起割困... 公司生产方钢和圆钢的钢坯车间,为提高生产率和降低成本,采用无孔型轧辊(平辊)进行轧制方法,取得成效。 钢铁联合企业采用连铸设备对降低生产成本效果极大,故实现以连铸为中心的生 圆钢的火焰切割操作,应注意以下两点:1。预热要透,起割要慢。由于钢棒的表面往往具有不同程度的氧化皮(生锈),加上又是在弧状表面上预热,割炬不能摆动,因而火焰热量的热损失较严重,短时间内难以使氧化皮加热到熔点,这就阻碍了氧和铁的燃烧反应,故起割困难。公司生产方钢和圆钢的钢坯车间,为提高生产率和降低成本,采用无孔型轧辊(平辊)进行轧制方法,取得成效。


批发异型管材料的切削加工
(一)切削加工性异型管材料的切削加工性系指接受切削加工的能力,也是指经过加工而成为合乎要求的工件的难易程度。
通常可以切削后工作表面的粗糙程度、切削速度和刀具磨损程度来评价金属的切削加工性。
(二)锻性是异型管在承受锤锻、轧制、拉拔、挤压等加工工艺是会改变形状而不产生裂纹的性能。
它实际上是金属塑性好坏的一种表现,金属材料塑性越高,变形抗力就越小,则锻性就越好。
锻性好坏主要决定于金属的化学成分、显微组织、变形温度、变形速度及应力状态等因素。
(三)顶锻性顶锻性是指管材承受打铆、镦头等的顶锻变形的性能。
金属的顶锻性,是用顶锻试验测定的。



选购异型管购买认准实力厂家来宜昌市秭归县找福仕达金属材料(宜昌市秭归县分公司),我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:李经理-【18762195566】,地址:[开发区汇通物流园内]。